Convert your files for CAD & CNC

Download your free trial 

Windows 7 or higher
macOS 10.14 or higher
Trusted by the world's best design and engineering companies like yours.
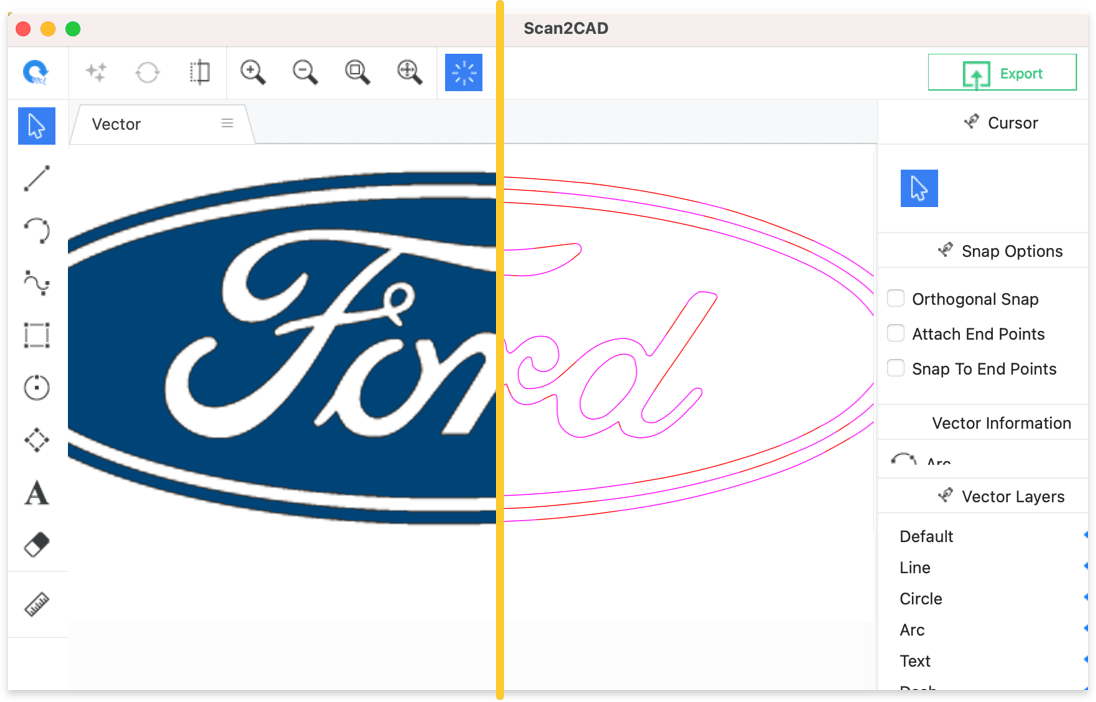
Convert images and PDFs to DXF or DWG. Supported in all common CAD software. With layers, text and objects converted.
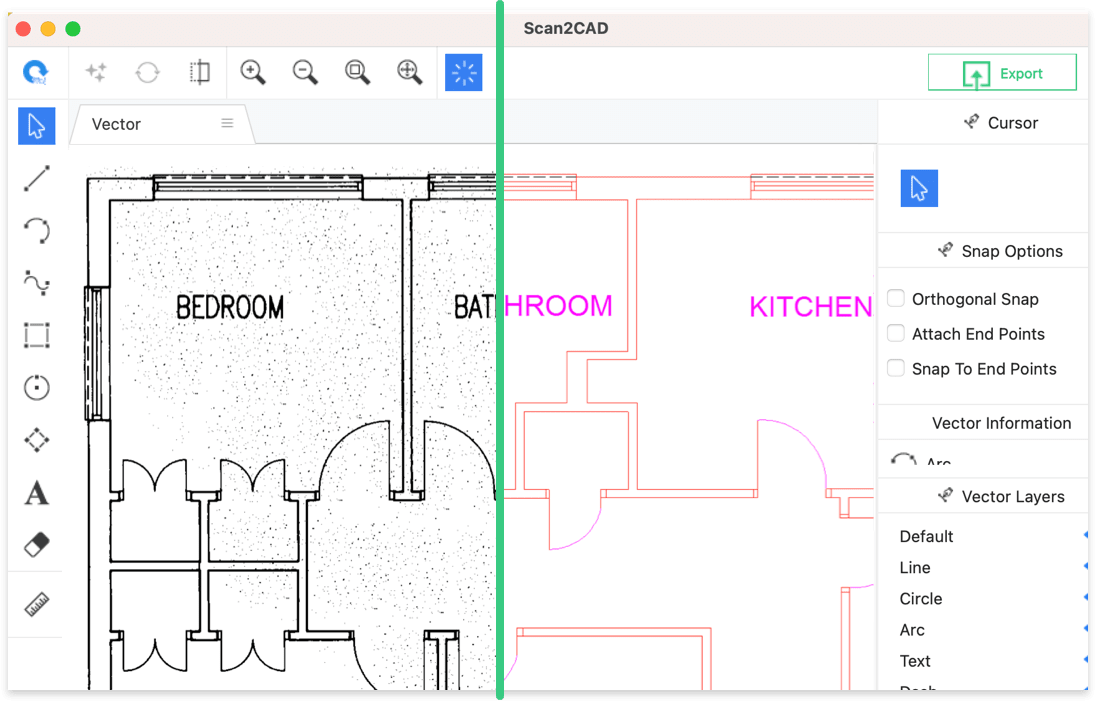
Convert your images and PDFs to DXF and G-code for all common CNC machines.

With Scan2CAD’s simple Batch conversion feature you can intuitively convert multiple files within a defined folder in a single click. Or Batch Convert multiple pages of a PDF in a single run.
Batch conversion saves countless man hours of repetitive conversion tasks.
Scan2CAD Automate offers a powerful Python API which can be used to automate any feature of Scan2CAD, enabling you to integrate powerful conversion features with your processes.
With 2 flexible license options; 'Standard' and 'Floating Network' - As well as the option for offline licensing - you can license Scan2CAD in a way that best suits your business environment.
Scan2CAD is the world’s leading CAD conversion software for a reason; we have dedicated the past 20 years to incrementally improving the accuracy of Scan2CAD’s object recognition and OCR.


Start your free trial or check out our pricing starting at just $89 per month.
See why we're proud of our fast and friendly 24/7 support. We keep support simple, there's no hoops to jump through, simply email us and you'll get a response usually within 2 hours.

Scan2CAD is copyright and a registered trademark of Avia Systems.
Headquartered in Worcester, United Kingdom. Registered in England & Wales, company no. 7557200.
More information: Legal Security Minimum Requirements